UT
آزمون فراصوتی(التراسونیک) (UT)
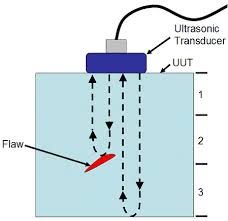
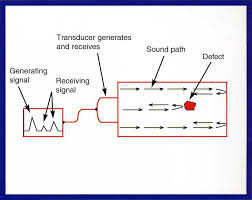
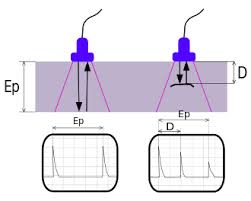
آزمون التراسونیک یا فراصوتی یکی از روش های تست های غیرمخرب می باشد که عمدتاً جهت تشخیص عیوب داخلی مواد، قطعات و سازه ها استفاده می گردد . محدوده شنوایی انسان، امواج صوتی با فرکانس بین ۲۰ هرتز تا ۲۰ کیلو هرتز بوده و این در صورتی است که فرکانس مورد استفاده در تست فلزات، سرامیک ها، شیشه، کامپوزیت و دیگر مواد مهندسی، به روش التراسونیک بین ۰٫۵ تا ۲۵ مگاهرتز می باشد. در این روش امواج فراصوتی توسط یک ترنسدیوسر (مولد صوتی) وارد قطعه تحت تست شده و در صورت برخورد عمود با ناپیوستگی های داخلی بخشی از انرژی آن به سمت ترنسدیوسر بازتاب می شود. امواج بازتاب شده توسط ترنسدیوسر دریافت شده و به پالس های الکتریکی تبدیل می گردد و نهایتاً روی صفحه نمایش A-Scan یک سیگنال عمودی ظاهر می گردد. اپراتور با توجه به موقعیت سیگنال روی محور افقی صفحه، ارتفاع و شکل ظاهری آن به اطلاعات مختلفی از جمله مکان و عمق ناپیوستگی، نوع و ابعاد آن پی می برد. آزمون التراسونیک قدرت نفوذ بسیار بالاتری نسبت به آزمون پرتونگاری داشته و گاهی اوقات می تواند عیوب تا عمق ۵ متر را در فولادها نمایان سازد. همچنین حساسیت این روش در آشکارسازی عیوب صفحه ای و بحرانی نظیر ترک ها، نفوذ ناقص و جدایش بیشتر از پرتونگاری می باشد. تست التراسونیک به طور معمول جهت بازرسی قطعات تولیدی به روش های ریخته گری، نورد، فورج، اکسترود، ورق های نازک، انواع جوش های نفوذی و اندازه گیری میزان کاهش ضخامت لوله ها و مخازن استفاد می شود.
مزایا
۱- حساس به عیوب سطحی-زیزسطحی وعمقی
۲- عمق نفوذ جریان امواج التراسونیک بسیارزیاد نسبت به سایرروشهای غیرمخرب
۳- امکان تست باوجود تنها یک سطح قابل دسترسی
۴- قابلیت تشخیص نوع-ابعاد وعمق عیوب
۵- نیازبه آماده سازی کم قبل ازتست
۶- قابلیت تشخیص عیوب بصورت لحظه ای ودرحین تست
۷- امکان اتوماتیک نمودن تجهیزات وبررسی آن لاین خطوط تولید
۸- قابلیت تشخیص ضخامت قطعات بطورتوام با تست عیوب
معایب
۱- نیازبه سطوح صاف
۲- نیازبه تخصص-تجربه ومهارت اوپراتور
۳- نیازبه محیط اتصال پروب وقطعه(ترجیحا مایعات آب-روغن وغیره)
۴- تست قطعات با اشکال پیچیده-نازک وغیرهموژن بسیارمشکل است
۵- بررسی عیوب موازی با امواج غیرقابل تشخیص بوده وحتما می بایست ازدوجهت تست شود
۶- نیازبه استانداردهای مرجع متناسب با جنس قطعه موردتست جهت کالیبراسیون اولیه دارد